
MBR工艺处理啤酒废水的工程应用
来源:天津膜天膜科技有限公司 阅读:3272 更新时间:2010-12-17 17:01| 详细信息 | |||||
| 项目名称 | MBR工艺处理啤酒废水的工程应用 | ||||
| 建设地点 | 建设起始时间 | 建设结束时间 | |||
| 建设性质 | 新建 | 工程投资 | 废水性质 | ||
| 处理规模 | 进水水质 | 出水水质 | |||
| 处理工艺 | 运行费用 | 承包范围 | |||
工程说明
摘 要:根据啤酒废水的特点,考察了采用膜生物反应器(MBR)技术深度处理啤酒废水过程中的水质指标与备运行参数,并对污泥浓度进行测定,从而对污泥负荷以及膜污染状况进行研究,工程运行结果表明:在进水CODcr 642~1626mg/L、NH4+ -N 15~35mg/L、TP 0.6~14mg/L、TN 19.5-41.1mg/L情况下,MBR产水CODCr<50mg/L、NH4+ -N <5mg/L、TP<0.3mg/L、TN<2.3mg/L。水质达到国家景观用水标准(GB/T18921-2002);好氧池DO控制在2~4mg/L,可有效提高氨氮的去除率;适当调整排泥量。使膜池污泥质量浓度维持在6~8g/L可缓解膜污染速度。
关键词:啤酒废水;膜生物反应器;膜污染
啤酒工业废水主要含糖类、醇类等有机物,有机物浓度较高,虽然无毒,但易于腐败,排入水体要消耗大量的溶解氧。对水体环境造成严重危害。啤酒废水中BOD5/CODcr >0.5,非常有利于生化处理,与普通物化法、化学法相比较,生化处理工艺比较成熟,CODcr 、BOD5去除率可达80%一90%,处理成本低。因此生化处理法在啤酒废水处理中被广泛采用[1] 。针对天津某啤酒厂废水的水质特点,采用MBR处理工艺,设计处理能力为4000t/d的废水处理装置。考核工程运行60d内运行数据,主要考核指标:每日对MBR进出水的CODcr 、氨氮、pH以及MBR好氧池和膜池的污泥浓度等指标进行测试,检测生化效果:通过调节MBR工艺运行参数,优化污泥性状,从而减少膜污染,延长膜清洗周期,降低运行成本,使生化工艺和膜系统工艺达到最佳效果。
1工程介绍
根据该啤酒厂废水的特点采用UASB工艺进行预处理,将CODcr 。由2000~2500mg/L降至500~1000mg/L,然后进入MBR系统进行深度处理,出水各项指标达到景观用水标准。处理规模4000t/d,额定出水流量为104 m3/h。根据进水水质和出水水质要求,采用工艺流程如图1。
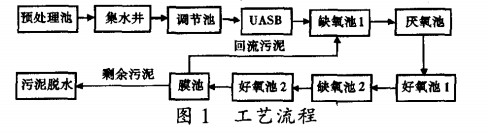 |
(1) 工艺特点。采用多段AO+MBR工艺能有效降解啤酒废水中的氨氮和有机物。缺氧段和活性污泥回流系统可提高氨氮硝化效果。系统在硝化和反硝化的作用下,达到脱氮的功能。生物除磷工艺设置有好氧区和厌氧区:在厌氧区,储磷微生物将水体中的溶解性可生物降解基质转化为体内的碳源.并消耗胞内贮存的聚磷酸盐,同时向水体释放正磷酸盐;在好氧区,储磷微生物消耗胞内储存的碳源。并将溶解性的无机磷转化为胞内贮存的聚磷酸盐,从而达到除磷的功能旺[2] 。膜的高效截流作用使污泥浓度达到较高水平,增加去除氨氮和有机物的效果,提高产水水质。
(2) 系统构成。系统包括生化系统、膜过滤系统、膜清洗系统、控制系统、机电系统等。生化系统包括缺氧和好氧阶段,污泥回流及排泥系统.水质参数测试系统等。通过在线检测溶解氧、pH等指标来调节曝气量和前置工艺的加药量。
(3) 膜组件。采用天津膜天膜科技有限公司制造的外压中空纤维浸没式膜组件.膜材质为聚偏氟乙烯(PVDF),可耐次氯酸钠、二氧化氯、臭氧等氧化剂,使用寿命长,可用NaC10和盐酸作为杀菌和膜清洗剂。膜工作压力l0~50kPa,运行压力较低,能耗低。产水采用开8min、停2min、自动控制的运行方式。
(4) 原水水质。MBR进水来自UASB系统出水。污水处理原水水量4000m3/d,CODcr 为2000~2500mg/L,经过前期UASB工艺处理后,MBR进水CODcr 平均为1000mg/L左右、NH4+ -N 为15~35mg/L、TP为O.6~14mg/L、TN为19.541.1mg/L、pH为7.2~7.6、碱度为827~1233mg/L、电导率1710~2610 uS/cm。
(5)出水水质要求。该废水经过处理后,要求达到国家颁布的《城市污水再生利用景观环境用水水质》(G18921--2002)。主要出水控制指标:CODcr ≤440mg/L、BOD5≤10mg/L、SS≤10mg/L、氨氮≤5mg/L、TP≤0.5mg/L、TN≤10mg/L。
2系统运行效果
2.1进出水水质指标及分析
2.1.1对CODcr 的去除效果
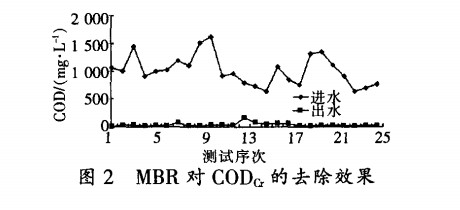
系统对CODcr 去除效果见图2所示。
 |
CODcr 去除机理:经UASB预处理后啤酒废水的CODcr 平均可降低到1000mL左右。可降解有机物在MBR的好氧阶段利用好氧菌的快速增殖降解功能被分解,一部分有机碳用于合成新细胞物质,其余部分被氧化成二氧化碳和水实现COD的去除。另外利用微滤膜的泥水分离作用,截留了一部分大分子有机物,也达到去除CODcr 的效果。
分25次对进出水水质进行测试,平均2d测1次,包括CODcr 、氨氮、TP、TN等。MBR系统进水CODcr最高为1626mg/L,最低为642mg/L,平均为1018.95mg/L,出水平均CODcr 为40.20mg/L,最低为4mg/L,去除率96.05%。第13—17次测试产水CODcr 略高于50mg/L,是由于啤酒生产设备维修,没有废水产生。MBR系统停止运行一周,启动阶段污泥浓度低以及微生物对水质的不适应,处理效率下降所致,但再次运行后CODcr 逐步下降,经过一周恢复,在进水水质波动的情况下,产水水质稳定,MBR表现出很强的耐冲击负荷能力。
阅读全文请浏览附件
作者介绍:刘建立1,杨新宁1,戴海平2,柯永文1。(1.天津工业大学中空纤维膜材料与膜过程教育部重点实验室;2.天津膜天膜科技有限公司)
工程图片
 MBR工艺处理啤酒废水的工程应用.pdf
MBR工艺处理啤酒废水的工程应用.pdf
下载附件需登录,如果还不是本网会员,请先注册
